Stroj za oblikovanje mliječnih slatkiša



Linija za oblikovanje mliječnih slatkiša
Za proizvodnju mliječnih bombona, mekanih bombona s punjenjem u sredini
Dijagram toka proizvodnje →
Otapanje sirovina→Skladištenje→Vakuumsko kuhanje→Dodavanje boje i okusa→Hlađenje→Oblikovanje užeta ili ekstrudiranje→hlađenje→Oblikovanje→Konačni proizvod
Korak 1
Sirovine se automatski ili ručno važu i stavljaju u spremnik za otapanje, kuhaju na 110 stupnjeva Celzijusa.

Korak 2
Skuhanu sirupnu masu upumpajte u lonac za napuhavanje zraka ili kontinuirano kuhalo, zagrijte i koncentrirajte na 125 stupnjeva Celzijusa.

3. korak
Dodajte aromu, boju u masu sirupa i prelijte na rashladnu traku.
Korak 4
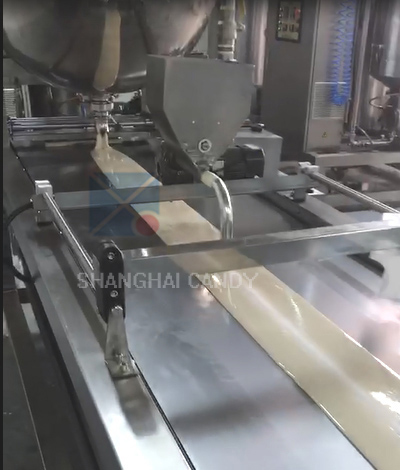
Nakon hlađenja, masa sirupa se premješta u ekstruder, kalibrator užeta, u međuvremenu se unutra može dodati punjenje džema. Nakon što uže postane sve manje i manje, ulazi u kalup za oblikovanje, oblikuje se slatkiš i prenosi na hlađenje.


Linija za oblikovanje mliječnih slatkiša Prednosti
*Automatska kontrola za vakuum kuhanje i proces miješanja prozračivanja;
*Jedinstveni dizajn sustava za miješanje prozračivanja jamči proizvod visoke kvalitete;
* Sinkronizirana kontrola za središnje punjenje, ekstrudiranje i dimenzioniranje užeta;
*Lančani kalup za različite oblike slatkiša;
*Čelični rashladni pojas nije obavezan za bolji učinak hlađenja;
*Stroj za izvlačenje nije obavezan za potrebe izvučenih (gaziranih) bombona.
Primjena
1. Proizvodnja mliječnih bombona, mliječnih bombona s punim središtem.


Prikaz linije mliječnih slatkiša za oblikovanje kalupa

Tehničke specifikacije
| Model | T400 |
| Standardni kapacitet | 300-400 kg/h |
| Težina slatkiša | Ljuska: 8 g (maks.); Centralno punjenje: 2g (maks.) |
| Nazivna izlazna brzina | 1200 kom/min |
| Električna energija | 380V/60KW |
| Zahtjev za paru | Tlak pare: 0,2-0,6 MPa; Potrošnja: 250~400kg/h |
| Radni uvjeti | Sobna temperatura: 20~25 ℃; Vlažnost: 55% |
| Ukupna dužina | 16m |
| Bruto težina | 5000 kg |





